Conversion coating properties for blasting applications
MM31 is a Chromium-3 containing product that offers a remedy for the aforementioned causes of corrosion. Notably, it removes grease, it ensures better adhesion of the coating system and protects against flash rust and creep corrosion.
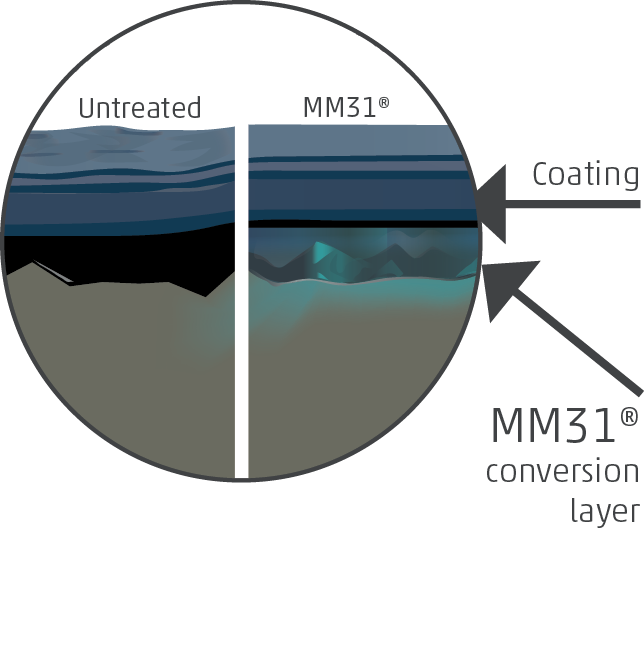
In addition to adequate degreasing, a so-called conversion layer is created by using MM31. This conversion layer is a non-organic, water-based coating which is formed on the metal by way of the constituents, the metal itself contributing to the formation of the layer. From a chemical technical point of view, the following happens: Chromium-3 acts as a strong carbide former and bonds with the iron parts. After blasting, a protective crystalline layer with a surface of ‘hook’ forms, which increases the adhesion of the coating. Moreover, these crystals ‘refine’ the dips in the steel surface that arise during blasting, creating a relief with fewer high peaks, resulting in a more even surface.
The purpose of a conversion layer is twofold. The layer improves anti-corrosion properties and provides good adhesion for organic coatings. The thickness of a conversion layer is indicated in milligrams of conversion layer or conversion elements per m², because the layer is usually too thin for the measuring range of the common layer thickness gauges. It is therefore a wafer-thin layer (<0.1 μm) that is many times thinner than a regular coating layer, which, for example, has a layer thickness of 60-1000 μm. An important point is that the conversion layer should not be confused with a regular coating layer such as a primer.
The test results speak for themselves:




The product is applied directly after blasting, or following any other type of mechanical pre-treatment, in-line with a misting installation or manually by means of a cloth or a low-pressure nebuliser (plant sprayer) at room temperature. MM31 can be used for treating completely new constructions as well as for maintenance work on location.
MM31 is water-thin and when applied it also easily treats difficult-to-reach corners and edges of a workpiece. The surface turns blue or dark grey when properly operated, similar to the blue glow that is also characteristic of surface treatments such as iron phosphating, and thus immediately detects the imperfections. After drying, any paint system can be applied.
The quality that can be achieved meets the Qualisteelcoat or GSB Steel requirements. The product is free of ADR hazard labels.
Protection against flash rust
Normally, blasted objects should be coated immediately within a few hours after blasting, or the first forms of corrosion will occur. MM31 offers protection against flash rust, so uncoated objects can be stored longer before being coated. In covered storage for up to 2-4 weeks and in many cases up to 48 hours! As a result, a higher efficiency and output can be achieved when it comes to the processes carried out by coating companies. This offers great advantages in situations such as internal transport and delays in applying the coating, and it makes it possible to buffer parts to be coated prior to the coating process.

Solvent replacement
The replacement of solvent cleaners such as thinner, xylene, heptane is an important challenge for the preservation of the steel industry in connection with the risk of fire hazards, working conditions for employees and the 0% VOC emission target. MM31 offers an answer to this and can replace these solvents in the degreasing step in the pre-treatment of metal. The outcome? A better quality, a safer working environment and cost savings can be achieved.
Reinforcement paint systems without chromium (VI)
Another important aspect is that, at present, in many sectors such as agriculture, machine manufacturing, infrastructure, tank construction and the transport sector, alternatives to Chromium-6-containing primers are sought after for good corrosion protection on products. The harmful effects of such systems for human beings and the environment are now widely known. MM31 makes it possible to improve the final quality on a variety of chromium (VI)-free coating systems. The product can therefore make a valuable contribution to achieving high-quality coating systems of a comparable quality to Chromium-6. This fulfils a long-expected market need. AD Chemicals is therefore happy to enter into talks with potential paint suppliers and coating companies about creating more synergy between the pre-treatment and the paint system.
Comparison test?
Are you curious about what this technology can mean for your process and how it relates to your current situation? Contact us via chemicals@adinternationalbv.com for more information.